Автор: GuntisK
 | Решил вот покрасить алюминиевые колёса для очередного робота. Обычно анодируют. Из Википедий узнаём что: Анодирование сплавов — электрохимический процесс получения защитной или декоративной пленки на поверхности различных сплавов (алюминиевых, магниевых, титановых). Напр., при анодировании алюминиевых сплавов деталь погружают в кислый электролит (H2SO4, Н2СrO4) и соединяют с положительным полюсом источника тока; выделяющийся при этом кислород взаимодействует с алюминием, образуя на его поверхности оксидную плёнку (от меня: и микропоры). Ну что же- попробовал и я. Получилось довольно красиво. Данная технология Вам пригодится при покраске ручек, радиаторов, корпусов и прочих изделий из алюминия. |
Что понадобится?
И так- нам надо следующее: анодируемую деталь (Д16Т), аккумуляторный электролит, воду, ванночку, краситель ткани (аннилиновый), свинцовые пластины и блок питания на напряжение 10-15в и ток 1-1.5А.
Работу проводить в хорошо проветриваемом помещений!!!
1) Смешиваем в ванночке раствор электролита и воды в пропорциях 50: 50. Помним- сначала вода а потом кислота. В противном случае может развиться бурная реакция и кислота может выплеснутся. Очень желательно работать в резиновых перчатках!!!
2) Тщательно промываем деталь мылом и водой.

Желательно потом деталь нетрогать руками- жир может негативно повлиять на процесс анодирования. Одеваите резиновые перчатки (следующее фото имеет только информативное значение) Соединяем алюминевую деталь с электродом из аллюминия. Соединение должно иметь хорошый контакт между деталю и электродом.

3) Соединяем вместе две пластины из свинца, к ним в свою очередь минус от блока питания и опускаем в ванночку. К детали как Вы уже догадались цепляем плюсовый провод блока питания и тоже в ванночку между катодами из свинца. Плотность тока обычно принимают 10-20 мА/см2 при напряжении 10-15 В.
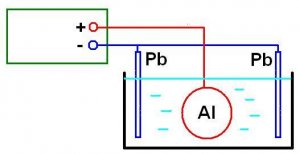
Включаем блок. Возле катодов и анода должно появится много маленьких пузырьков. Если же слишно шипение то это указывает на плохой контакт между деталю и элетродом. Вынимаем ее из электролита, промываем в холодной воде и исправляем ошибку.

Ну а если всё нормально то оставляем деталь „булькать” на 30-60мин в зависимости от ее размеров. Во время процесса электролиза на поверхности детали открывается микропоры. При этом раствор иногда нагревается а микропоры при нагреве начинают закрыватся- тогда надо ванночку положить в другую ванну с водой которая и будет охлаждать электролит. Ну а пока деталь там „плавает” приготавливаем аннилиновый краситель. Размешиваем краситель в горячей воде. И пусть остывает...
После окончания процесса деталька становится слегка матовая- готова к покраске.
4) Вынимаем деталь из ванночки и промываем в холодной воде (помните что горячая закрывает поры в алюминие). Далее опускаем в краситель на 5-10мин. Поры впитывают краску. Чем дольше деталь в краске - тем темнее тон.

5) После красителя деталь надо опустить на 10 мин в кипящую воду. Немного краски растворится но это нормально.
6) И вот что получилось...

Я не проффесионал-гальваник но позитивный результат получил с первого раза. Главная цель- покраска- достигнута.
Удачи и красивых Вам деталей!
Немного комментариев:
Деталь, перед анодным оксидированием должна быть отполирована до блеска, обезжиривается в растворе ХОЗЯЙСТВЕННОГО МЫЛА, а для лучшего эфекта её погружают в на пару минут в 50%-ю азотную кислоту, после чего промывают под проточной холодной водой и быстренько опускают в ёмкость с электролитом.
Плотность тока неплохо увеличить до 1А, что все подвесы деталей и электродов должны быть из алюминия, а контакты как можно надёжнее, что загружать и выгружать детали можно только под током. Можно акценрировать внимание на том, что краситель необходимо профильтровать, иначе могут появиться пятна разной интенсивности на окрашиваемой поверхности.
Вы очень правильно заострили внимание на на том, что это небезопасно, грязь, вонь и необходимость вентиляции или открытого пространства. Т.е., неплохо бы расписать технику безопасности.
Сам окрашивал ручки в тёмно синий цвет. В качестве красителя использовал 12% раствор хлорного железа.
В статье маленькая опечатка
"аккумуляторный электролит, воду,.....
1) Смешываем в ванночке раствор электролита и воды в пропорциях 50: 50. Помним- сначала кислота а потом вода. В противном случае может развится бурная реакция и кислота может выплеснутся."
Вообще то кислоту в воду, да и по барабану это авто электролит, он уже разбавлен, такая безопасность нужна при работе с концентрированной серной кислотой или олеумом (происходит процесс гидратации с выделением тепла).
А так надо попробывать, занятненько плавный переход цвета на лицевой сделать и лачком поверх.
 Главная
Главная