Зажимы – особая большая песня!
Зажимы, они же- "подвески" для обрабатываемых деталей- элемент отнюдь не заурядный. Тут существуют весьма высокие требования как к конструкции, материалу, так и к надежности электрического контакта с деталью.
Рассмотрим по отдельности условия работы гальванического зажима.
1 - Зажим должен хорошо проводить ток, но при этом не иметь електрического контакта с електролитом .Иначе весь ток просто не успеет «добраться» до детали и «стечет» мимо нее по цепи зажим-электролит-катод. Причем амперметр покажет ток в цепи, и может быть, даже оптимальный… На практике это вынуждает делать зажимы исключительно «из того же материала». В место контакта ( маленькая такая точка) из за большой силы прижима електролит не затекает и процесс анодирования там не идет , а вся остальная поверхность зажима обрастает непроводящим ток слоем анода… Потому и «стекания» тока мы не имеем.
2 - Зажим должен иметь надежный плотный контакт с деталью который не пропадет от первого же изгиба или нечаянного удара. Потому всяческие способы «обматывания» детали алюминиевой проволокой я не приветствую вследствии ненадежности контакта.
3 - Точка контакта зажима должна быть минимальной по площади- дело в том что место плотного контакта между зажимом и деталью не анодируется и остается подверженным коррозии. Естественно, лучше свести размер этой точки к минимуму.Кроме того- такие участки на детали- это просто некрасиво…
4 - Конструкция зажима должна быть достаточно универсальной- чтобы можно было быстро закрепить разные по форме и размерам детали.
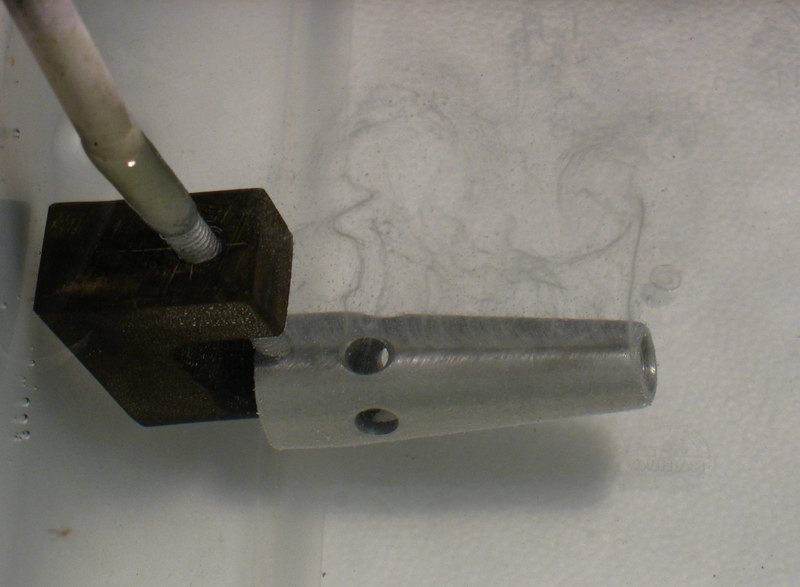
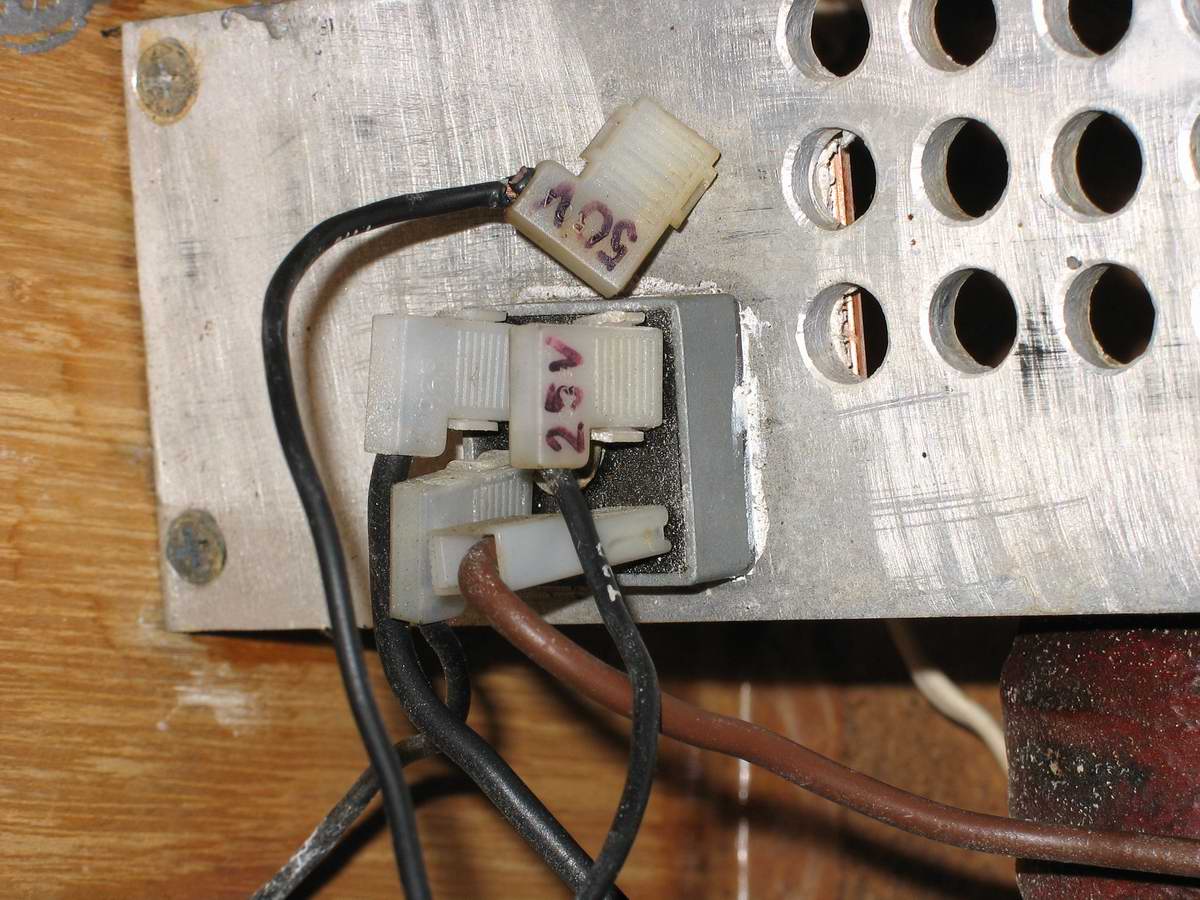
В итоге, после некоторых экспериментов, я пришел к такой вот конструкции зажимов:

Это для крепления маленьких деталей.

А тут еще виден и зажим для труб (ресиверов).
Нечто струбцинообразное, где сама струбцина пластиковая (в моем случае эбонитовая), а винт- из «того же материала», т е алюминиевый- шпилька М8. Крокодил, подводящий ток, вешается на верхнюю часть шпильки.
Фиксация слоя.
Итак, все у нас получилось. Наша деталь приобрела красивый золотисто-коричневый оттенок, по твердости слой тоже весьма хорош- не рыхлый и не царапается, скажем, швейной иголкой... Пора начинать собирать ружьё?
Не совсем. Дело в том что пока что анодный слой имеет на микроуровне пористую, проницаемую для воды и воздуха структуру. По сути пока что слой хорошо защищает металл от механических повреждений, но довольно слабо от химического воздействия среды. Существует несколько способов, помогающий микропорам "закрыться". Простейший из них- горячая вода. Достаточно просто поварить детали в кастрюле с пол-часа, как какую нибудь банальную картошку.
Правда воду гораздо лучше использовать дистиллированную. Ее можно или купить в магазине автозапчастей- ею доливают аккумуляторы, или разморозить холодильник- растаявшая вода- это и есть дистиллят. Пойдут также дождь или снег- и это дистиллят... Ну а если вы- счастливый обладатель самогонного аппарата то вы и сами знаете, как ее добыть...
При отсутствии дистиллированной воды есть и другой вариант. Можно просто подержать детали на паровой бане. То есть- наливаете на дно кастрюли немного воды, ставите на дно какую нибудь подставку, на нее кладете деталь. Затем закрываете крышкой кастрюлю, и включаете огонь. Где то за пол часа "паровой" обработки деталь будет готова к употреблению.
Конечно же, наличие у вас кастрюли-скороварки, или современной электропароварки всячески приветствуется- это как раз нужное нам оборудование.
Дневничок Шамана.
Лирическое отступление.
Должен вам сознаться, далеко не сразу результаты моих "анодных" экспериментов стали такими, как сегодня. Путь к овладению этой, вроде бы и не сложной, технологией длился у меня довольно долго. Вечно что то не получалось, оборудование было собрано "на соплях", ванна с кислотой стояла так, что всякую секунду могла упасть на пол и разлиться... В качестве теплоизолирующего слоя, ванна была обмотана какими то тряпками... Однажды в этих тряпках жена заметила свой любимый шарфик, и я узнал про себя и свое "аноНирование" много нового... Кроме того, в морозильнике (который мне крайне необходим для охлаждения серной кислоты) вечно валялись какие то дурацкие куры, так что некуда было пристроить мою кислоту... Причем у меня сложилось стойкая убежденность, что основное предназначение этих кур- вовсе не суп! Ибо для супа Ирка (жена) покупала других кур...
В общем, мелкие бытовые проблемы основательно мне мешали. И лишь, когда я упорядочил весь процесс и сделал удобное оборудование- все пошло на лад...
Одним словом, мой вам совет: сначала КАЧЕСТВЕННО изготовьте все оборудование и принадлежности, устройте удобное рабочее место, отбейте себе угол в морозильнике, а еще лучше- купите себе свой, и лишь потом приступайте к экспериментам. И все у вас получится.
Зачем эти записки?
Думаю, многие заинтересуются возможностью "домашнего" анодирования. ( Вовсе, кстати, и не обязательно оружейники- Яндекс устойчиво выдает мой сайт по запросам "гальваника", "анодирование" и т. д. ) Преимущества такого покрытия- слишком очевидны. Тут то и пригодятся мои "путевые" заметки. Изучая их, кто то изрядно сэкономит время и усилия. Всегда ведь лучше учиться на чужих ошибках, а не на своих...
Итак, вот файл, в котором отражены мои эксперименты:
Мой собственный опыт анодирования.
1 - главное- очень надежный контакт между электродом и деталью я сделал подковообразный эбонитовый зажим с подводящим електродом из дюраля Ф8 мм с резьбой М8 закручивая винт я обеспечиваю контакт- кончик винта заточен на конус для большей плотности контакта.
2 - Наверное важно- анодирую зимой при температуре раствора не выше 5 градусов.
3 - Для равномерности плотности тока на детали нужно большое и регулируемое расстояние между анодом и катодом- кроме того регулируя расстояние получаем разный ток(прикольно-ток меняется не сразу а с запозданием в несколько секунд)
4 - Т.е. ванна должна быть длинная – в одном углу катод в другом деталь-анод- сама ванна становится реостатом
5 - Очень важно напряжение- в моем случае 15 в было мало- даже при подключении детали без резистора был мал ток- покрытие получалось тонкое(кстати я все валил на плохой контакт с подводом) поставил 20в и все проблемы ушли- т.е. растущая пленка работает как полупроводник есть напряжение пробоя!!!
6 - И самое интересное- если при малой плотности тока пленка бесцветная и ее можно красить чем либо, то при большей плотности- по крайней мере при 3а/дм и при 4а/дм пленка сама становится оливковой- именно того оттенка который делают на заводе!!!! Так что ни в какой бихромат там детали не суют!!! КРУТО!!!
7 - В общем надо разобраться с какой плотности тока пленка цветная, и может быть у разных сплавов это по разному?
8 - Пока что точно известно что ток около 3 ампер на дм и все получится
9 - Попутно выяснил что удалять анод можно в Кроте- едком натрии в горячий р-р на 3 минуты и слоя нет,затем щеткой почистить и по новой….
10 - Пробовал ток 4 и чуть больше ампера- неплохо но слой начинает быть чуть рыхлый- его уже можно царапать и скоблить.
Пробовал и меньше- наиболее оптимальное качество получилось при токе в 1,43 ампера на дм. Ктати задняя заглушка от буржуйки с рес 30 мм- 49 кв см.
Т. Е. ТОК В 1,5 ампера таки вполне оптимален.при этом слой и красивый и очень твердый.
ПРОБЛЕМА - при примерно тех же режимах некоторые детали становятся темносерыми а не золотистыми как надо.
Был проведен опыт:
А - режим 2,2а/дм- за 23 минуты создалось качественное покрытие хоть и не слишком толстое СЕРОГО цвета.
Б - режим 1,5 а/дм- через 10 минут покрытие прозрачное и очень тонкое- я так понял что такой плотности тока не хватает для правильной (упорядоченной) структуры пленки и поднял ток вначале на 1 минуту до 6(!) ампер на дм- сразу начала сереть деталь а затем до 2,2 а /дм и снял деталь через 18 минут от старта- цвет серый но не очень темный- специально.
Другой день опытов:
Погода теплая при начале анодирования температура раствора была около 10 градусов
Итак: анодировался носик буржуйки- 10 градусов 1,02 ампера СТАРТ
Через 30 минут- покрытие растет но светлое –молочное,решил что мал ток,поднял до 1,6 ампера (тампература 14 градусов)
Через 40 минут от старта- ток поднял еше до 1,8 ампера- покрытие все то же
И через час от старта- снял деталь при токе 1,8 ампера- покрытие доставточно твердое и даже вроде достаточно толстое- наверняка можно красить, но цвет покрытия светло- молочный с очень легким оттенком зелено- желтого.
ВЫВОД- видимо, температура очень важна для появления желто-зеленого слоя- надо работать при 0 градусов.
Еще день опытов:
Носик буржуйки- температура-3,5градуса ток 1,2 ампера- 40 минут- снял деталь- хорошее покрытие.
Второй носик буржуйки температура 6 градусов ток 1,2 ампера – 50 минут- снял деталь- хорошее покрытие- при снятии- 9 градусов
Третий носик-температура 10 градусов ток 1,3 ампера 60 минут снял при 12 градусах- покрытие правильное но тонковатое- т е 12 градусов это уже много….
Так как все 3 носика обрабатывались при одних условиях ,кроме температуры, то можно исследовать зависимость покрытия от тампературы- Даже по внешнему виду деталь 3х градусной обработки имеет твердый без налетов слой анода, а деталь 10 градусной обработки хоть и нормально смотрится, но поверх (?) слоя анода имеет белесый налет рыхловатый повидимому. При смазке маслом этот еффект ,ессно уйдет, но в сухом виде после ванны он заметен….
ТАК ЧТО ГЛАВНЫЙ ФАКТОР ХОРОШЕГО СЛОЯ - ТЕМПЕРАТУРА!!!!
Очередная проблема:
Повесил деталь на новый зажим- на зажиме стоял чистый дюраль- и столкнулся с тем что по непокрытому дюралю зажима почти весь ток стекает на массу- в раствор не доходя до детали. Причем если сильно поднять ток- это не помогает т к електрод зажима начинает интенсивно пускать крупные пузыри, сильно греться и вообще быстро растворяться….
Проблема эта тем сильнее чем больший ток надо передавать на деталь….
Когда поменял зажим на старый с многократно работавшим електродом- проблема вроде ушла… т е електроды надо анодировать до контакта с деталями, и возможно чем то покрывать для изоляции (например пропитывать слой эпоксидкой)…. Кстати очень несложно проверять изоляцию електродов- просто опустить их в ванну без детали!
Кстати режим- температура р-ра -4градуса (из холодильника) передняя основная заглушка от зелинки режим около 3 ампер при старте, затем ток сам упал до 2,1 ампера,
Буквально через 10-15 минут деталь по цвету- почти готова!
ОБЩИЕ НАБЛЮДЕНИЯ:
В принципе качество процесса вполне контролируется визуально-
Со ВСЕЙ!!! Поверхности детали должны более менее интенсивно подниматься микропузырьки газа(такой себе дымок), превращаясь по дороге вверх в легкие струйки микропузырьков
При этом не должно быть абсолютно ни одного крупного пузырька- где то около 0,5-1мм
Такие пузыри свидетельствуют о растравливании или електрода или детали, но скорее електрода. При этом кстати место пузырения издает легкий треск. При правильном режиме- в особенности температурном, буквально через пару минут деталь начинает потихоньку желтеть ( а ести мутнеть молочным оттенком –то режим неправильный- или температура слишком высокая и процесс физически неправилен, или ток мал, даже при правильной температуре) и уже через минут 10- деталь чисто внешне вполне готова и приобретает выраженный цвет. Далее идет лишь наращивание слоя оксида. Так что может можно ограничиваться обработкой в течении минут 15-20. этого вполне достаточно.
ТИПИЧНЫЕ РЕЖИМЫ
носик буржуйки- 1,2 ампера
Основная передняя заглушка зелинки- 2,1 ампера
Клапан зелинки- 0,38 ампера====3,5-4 ампера на дм.
предельная температура для процесса глубокого анода т е золотистого вроде это получается 16 градусов по крайней мере при этой температуре деталь не хочет зеленеть а только покрывается беловатым налетом.
ЭКСПЕРИМЕНТЫ ПО БОЛЬШИМ ДЕТАЛЯМ –ТРУБАМ.
Опыт №1
труба 40мм диаметра длиной 80мм- площадь около 2 дециметров зажим с одной стороны 1 точкой зажима погруженное состояние трубы. Температура в начале 5 градусов ток около 5 ампер- т е 2,5 ампера на дм. Выдержка – 45 минут
в конце- ток 5 ампер температура 20 градусов ( под конец процесса деталь стала светлеть- стало видимо снова растворяться зеленое покрытие тт к температура вышла из допуска)
выводы:
1 - для больших деталей нужна большая ванна
2 - раствор надо морозить
3 - поднять площадь катодов
4 - возможно, изолировать внутреннюю поверхность трубы
ДАННЫЕ ПО ТЕРМОДИНАМИКЕ - было 4 литра р-ра 5 градусов, деталь с 2 дм при токе 5 ампер подняла температуру за 45 минут до 20 градусов
Мысль - можно попробовать стоячее анодирование в пол высоты трубы при этом проще требования к току и т д
Опыт №2
Сделал большую ванну горизонтальную с катодом из свинца на все дно
Прицепил трубу 4дм кв (внутри изолированную) на 2 зажима по обеим сторонам притопил ( а то она плавала) налил ел-лит где то с температурой минус 5 градусов… и… не смог поднять ток до нужных 10 ампер (для плотности 2,5 а/дм) контакт детали с зажимами хороший, тем более зажимов два… а ток замер на 3 амперах- даже при «прямом» подключении т е без гасящего резистора…. Через какое то время ток начал расти и на одном из зажимов пошли бурно крупные пузыри- ток зашкалил за 16 ампер…- т е пошло растравливание точки контакта- кстати пузырил сам зажим и набольшая зона вокруг точки контакта…
Затем я понизил ток с помощью резистора и выждал какое то время после чего уже смог поднять ток до каких то величин ( хоть и ниже нужных 10 ампер…) покрытие не зеленело т к ток был мал…
После чего пошел и перепаял т-р так чтоб на выходе было 60 вольт. (было-27 вольт) После этого получилось получать ток примерно около нужных величин…. Так я мучал деталь около часа и в итоге вроде получил правильное покрытие, но все же оно бледноватое и за высший сорт абсолютно не сойдет.
В общем, выводы:
1- наверное все же надо попробовать анодировать в стоячем положении трубы не полностью погруженной- тут есть свои плюсы…
2- очень может быть что все же лучший внешний вид будет если детали красить в черный цвет! А то уж больно нестабильный выход по оттенкам…..
Опыт №3
Цель - проба покраски в черный цвет
Вернул напряжение т-ра на старые 27 вольт
Взял типичную небольшую деталь типа передней заглушки
Начал анодировку при высокой температуре- т к золотистый слой образоваться не мог попробовал покрасить беловатый слой сначала анилином- ничего не получилось затем зеленкой- тоже не получилось под струей воды слой вымывается . правда я не красил при кипячении а только окунул…. М б надо покипятить? Можно еще попробывать покрасить зеленые детали?
ПРО ЦВЕТ ХОЛОДНОГО АНОДА.
Выяснил- зависит только от сплава т е одни и те же детали в тех же условиях- разные: или золотистые или серые значит сплав видно разный…..
Опыт покрытия кольца диаметром 12 см шириной 40 мм- площадь около 2,5 дм
Повесил на 1 зажим дал ток около5 ампер темп около 8 градусов при старте затем и до 8 ампер( но уже вышла из режима температура р-ра)- тока вполне хватало даже и при 25 вольтах- в к-ве резистора задействовал около 5 витков нихром-спирали- в общем все в норме . была б температура ниже было б еще лучше….А так- вполне приличное покрытие при около 30 минутах и в конце 14 градусах…..
АНОДИРОВАЛ УСПЕШНО НЕСКОЛЬКО ТРУБ!
Условия работы- температура старта минус 5 градусов. Напряжение двойное- около 44 вольт, т к на обычных 24 не получается достигнуть правильного тока. Сначала около 5 минут обработки на малом токе- чтобы нарастить толщину и не растворять в случае крайнем деталь- потом весь ток и до температуры 13 градусов… При этом всячески старался экономить- во первых на трубе пробки и в ней грузы чтоб не всплыло.- так уже в 2 раза меньше поверхность трубы .
Во вторых в районе ручки труба замотана скотчем- итого удалось вести обработку при 8-9 амперах… и в итоге все получилось!
Да и резистор и выпрямитель лежали в воде- для охлаждения
ЕЩЕ ! ОПЫТ_летом анодировал передний конус длинного фонаря.
в целом вполне успешно
мысли:
1- ванна для больших деталей должна быть большая по размерам
2- очень полезно перемешивание р-ра т к если образуется терморасслоение то возможны прогары.
3- Процесс шел при 22 вольтах и силе тока от 3 до 7 ампер т.е. сначала при -5 больше 2-3 ампер на получалось а при нагреве до 0-10 удалось поднять ток до 7 ампер.
4- Характерная картина- сначала желтеет участок возле электрода затем участок растет и занимает всю площадь детали.
5- стартовая т р-ра минус 5 градусов
6- При нагреве р-ра от нуля до плюс десяти ток начинает интенсивно расти- его надо понижать соответственно чтобы при холодном электролите ток был достаточен- нужно большее напряжение.
Вот только что убил трубу- начала растравливаться возле зажима.
Что бы этого не случалось, надо:
1 - Все время быть рядом
2 - Сначала держать по малым током и на 25 в. А потом увеличивать ток и напряжение.
3 - Изолировать внутреннюю пов-сть трубы - так больше шансов непрогара.
4 - Большая точка контакта зажима.
17 января 2006 года.
Сжег трубу с обеих концов :
1 - 35х1,5 резьбы по сторонам для зелинки. Длина трубы 42 см. 4,8 дм кв
2 - резьбы замазаны пластилином, вставлены неопреновые заглушки. Контакт присоединен в 10 см от конца трубы.
3 - Старт был при темп -15 градусов, 50 вольтах и небольшом токе- около 2 ампер. Поначалу все было нормально, вышел поболтать с Ирой, вернулся- конец трубы со стороны зажима растравился! И шел характерный звук- треск. Переключил режим на 25 вольт, все вроде в норме, вышел поболтать с Ирой, вернулся- растрав с другой стороны! Снова начал анод с минимального тока…
4 - Все вышеуказанные события происходили при температуре от -15 до -10.
5 - Далее труба находилась при режиме: 25 вольт; 4 ампера; температура поднималась от -10 до -5… Прогаров не наблюдалось, но покрытие на трубе получалось светлое (тока мало)…
6 - Далее переключился снова на 50 вольт; силу тока установил 7 ампер; температура -4 градуса… вроде прогара нет…
7 - Процесс идет… 7 ампер, температура -1: труба начала потихоньку окрашиваться…
8 - Установил ток 9 ампер, при температуре -1….
9 - Процесс идет: 9 ампер, 0 градусов... прогара нет...
10 - На + 2 градусах воткнул 11 ампер....
11 - температура +4 ток 11 ампер ...полет нормальный...
12 - температура +6 ток 11 ампер- полет нормальный...
13 - выключил на 9 градусах и на 11 амперах.
14 - Более-менее нормально, но с обеих концов трубы отгорело по 3 мм.
( качество анода - отличное!!! Пленка плотная, твердая!!! Видимо для такого классного качества верхний предел температуры должен быть +10 градусов!)
ВЫВОДЫ:
А - наверное не стоит давать сколь нибудь приличный ток при -15 градусах, а то и вовсе начинать процесс при -10 -5 градусах... почему то температуры от -10 и ниже весьма ненадежны по прогарам...
Б - прогары случаются ИСКЛЮЧИТЕЛЬНО НА КОНЦАХ ТРУБЫ!!! Стоит длинные и сложные трубы анодировать в 3 приема: сначала концы, затем с изолированными концами всю трубу...
В - если я правильно понимаю, при низких, около -10 градусов, температурах електролит страдает нестабильной проводимостью, образуя лишь зоны местной проводимости! Скорее всего они образуются из за местного малоплощадного прогрева раствора. А зоны эти могут быть весьма малы по размерам, и чаще всего концентрируются у мест естественной концентрации тока- т е по концам трубы!
Это подтверждается и экспериментально- в вышеописанном случае случилось аж 2 прогара по концам трубы. Причем оба- в начальной стадии процесса при переохлажденном электролите. И что важно- при весьма небольшом токе процесса- около 2 ампер (площадь всей трубы 5 дм кв) . Визуально- процесс обработки при этом шел только на вышеуказанных концах трубы, а на всей остальной пов-сти ничего не происходило- она была белая и без пузырьков. Так что и тут причина прогара- перекал по току. Соответственно, пути борьбы с этой бедой в том чтобы активно перемешивать раствор ( винт-мотор) ну и стартовать при более высокой температуре. Или, хотя бы, прогрев до -10 градусов делать на 25 вольтах и малом токе….
Примечание: площадь обработки у трубы была 4,8 дм кв. т е плотность тока была при:
7 ампер- 1,46 ампер на дм кв.
9 ампер- 1,88 ампер на дм кв.
11 ампер- 2,3 ампера на дм кв.
ПРОДОЛЖЕНИЕ ОПЫТОВ 18 января:
Идея в следующем: анодировать трубы в 3 приема: сначала концы изнутри и с торца, потом всю трубу. Для этого скотчем заклеил снаружи почти все ( без 1-2 мм) и погрузив трубу на 3-4 см, анодировал внутреннюю сторону.( резьбу) Итак:
1- труба 36х1,5 снаружи оставил 1 см от края, опустил в ванну на 5 см. ток около 3 ампер. Напряжение 25 в. Конец трубы, для равномерного рапределения тока, стоит в низком стеклянном широком стакане на дне ванны ( а то вдруг пробой со стороны стального корпуса ванны?)… Температура около -8, затем поднялась до -5… Вроде процесс идет…
2- таки идет. Все нормально получилось- покрытие качественное и беспроблемное. И на резьбе тоже. Перевернул трубу, начал анодировать другой конец…
3- никаких проблем не возникло. Труба хорошо проанодторвалась прогаров не возникало. Единственный минус- все же остались видны переходы между слоями (очередями) анодирования. Потому мысль на следующие трубы: мотать поначалу скотч полностью- пусть ВСЯ поверхность трубы анодиуется позже- вроде всер равно нет особой опасности прогара ( хотя кто его знает)…
ПРОДОЛЖЕНИЕ ОПЫТОВ 19 января:
1- морозы пошли крутейшие- ночью 25 градусов! С утра пытаюсь доанодировать трубу от зелинки 600 мм с проанодированными концами- пластилин на резьбе, неопреновые заглушки, скотчем внешняя поверхность не закрыта……. Начало процесса- -25 градусов! 50 вольт цеплять страшновато, прогара все же боюсь, повесил 25 вольт. Ток поставил минимальный- 1 ампер примерно. Просто для разогрева ванны… жду…
2- на отметке -22 градуса врубил режим 50 вольт и ток 3,5 ампера. Может я и не прав… Постоянно слежу за процессом!
3- Буквально за несколько минут температура поднялась до -20 градусов, а ток до 4 ампер. Послушал- прогар не «трещит». Анодирую дальше…
4- Любопытно: при -20 градусах и токе 3,8 ампера труба умудряется потихоньку анодироваться в правильный цвет! Оттенок светловат конечно, но не белый а таки темный!! Причем потемнело только пол трубы , а половина- белая совсем! Глушил вентилятор, слушал «прогар»- вроде все нормально!
5- На отметке -17 поднял ток до 5,5 ампера. Процесс пошел интенсивнее. Боюсь за прогар в зоне отверстия для штока- зажим висит от него в 4 сантиметрах… Бегаю смотреть на это дело…
6- Ток тот же, температура поднялась до -16, постепенно темнеет и вторая половина трубы… Но темнеет в пол-тона (ток же мал!)
7- -13 градусов 8 ампер; -12 градусов 8 ампер… полет нормальный!
8- На отметке -10 врубил 11 ампер! А затем и 14 ампер…
9- При +4 снял деталь: качество вполне достойное! Единственно, след между слоями анода остался заметен, хоть и не сильно… Так что лучше снаружи перехода не оставлять…
Зы… КАЧЕСТВО ИЗУМИТЕЛЬНОЕ!!!!! Слой толстый и классный!
СЛЕДУЮЩАЯ ТРУБА СГОРЕЛА!!!!!!
1- труба 36х1,5 с резьбами для зелинки. Длина трубы 53 см. Предварительно проанодированы торцы трубы, но в целях красоты с внешней стороны поясок анода всего лишь в 1 мм.( при том что тонкой трубы с торца около 5 миллиметров)
2- старт при -12 градусах 25 вольтах и токе 2 ампера.
3- ОШИБКА: не выдержал трубу при этом режиме продолжительное время и слишком быстро переключился в режим 50 вольт. И выставил 9 ампер.
4- Буквально через 3-4 минуты произошел пробой и растрав торца трубы со стороны крокодила подвода тока. Край трубы растворился на нет.
5- Снизил напряжение до 25 вольт выдержал 5 минут при токе 2 ампера..
6- Поднял при 25 вольтах ток до 4 ампера ( -8 градусов)
7- Переключил напряжение на 50 вольт ток 5 ампер (-8 градусов)
8- (-6,5 градусов) поднял ток до 6,5 ампер.
9- (-6 градусов) поднял ток до 8 ампер
10- (0 градусов) поднял ток до 11 ампер
11- ( 2 градуса) поднял до 12 ампер.
12- (8 градусов) снял трубу. Качество не очень плохое, слой равномерный… Но тонкий! Хотя, наверное, покатит… Но оценка- троечка…
ПРОДОЛЖЕНИЕ ОПЫТОВ 20 января:
1- такая же труба 36х1,5 длина 52 см пред обработка- снаружи 2 мм анода…
2- старт -13 градусов 25 вольт 1 ампер время 12-07
3- время 12-11 ток поднял до 2 ампер
4- время 12-21 переход на 50 вольт ток 3 ампера -13 градусов
5- время 12-33 ток 5 ампер -10 градусов.
6- время 12-40 ток 7 ампер -8 градусов.
7- Время 12-45 ток 7,5 ампер -7,5 градусов 9 (труба начала потихоньку набирать цвет)
8- Время 12-55 -3 градуса поднял ток до 11,5 ампер
9- Время 13-00 -1 градус поднял то 14 ампер.
10- Время 13- 18 снял деталь. Цвет покрытия не очень плотный (особенность сплава) растравов нет нигде. В целом качество анода вполне хорошее- нет претензий никаких…
ВЫВОД- НАДО ПЛАВНО НАРАЩИВАТЬ РЕЖИМ И ВСЕ ПОЛУЧИТСЯ!!!!!!!
ПРОДОЛЖЕНИЕ ОПЫТОВ 23 января:
ЭКСПЕРИМЕНТЫ С МАРКИРОВАННЫМ Д16Т ( т е точно д16т)- все последующие трубы- д16т.
Потеплело. На улице - 13-15.
1. труба 36х1,5 42 см неопреновые заглушки не анодирована с торцов
2. старт -17 25 вольт 1 ампер выдержка 10 минут
3. - 16 25 вольт 2 ампера выднржка 15 минут.
4. -13 50 вольт 3,5 ампера выдержка 12 минут.
5. -11 50 вольт 5,5 ампера выдержка 14 минут
-------труба почти достаточного тона-цвета-плотности!------( 1,22 !? амп на дм???)
6. -7 50 вольт 8 ампер выдержка 15 минут.
---снял трубу. ВПОЛНЕ УДОВЛЕТВОРИТЕЛЬНЫЙ РЕЗУЛЬТАТ!-----
следующая такая же труба: (обезжирил бензином)
1. старт -15 25 вольт 1 ампер выд12мин
2. - 15 25 в 1,5А выд10мин
3. - 13 25в 3,5А выд10мин
4. - 11 50в 5,5а выд 15 мин
---------труба чуть-чуть начала темнеть по краям------
4- -8 8А выд15 мин
5- -3 11А выд15мин
----------снял +3 11А ---КАЧЕСТВО ИЗУМИТЕЛЬНОЕ!!!!!!!!!!!!------
НАДО ПРОТИРАТЬ БЕНЗИНОМ!!!!!!!!!!!!!!!!
ПРОДОЛЖЕНИЕ ОПЫТОВ 24 января:
Та же труба с заглушками, но длина 50см
Стартовал в ванне, оставленной с р-ром на балконе на ночь. Что плохо- температура старта лишь -6 градусов. Итак:
1. старт 25в 2а -6 выд10минут
2. 4а -5 10
3. 5,5а -3 10
4. 50в 8а -2 5минут
5. 50в 11а 0град 5минут
6. 50в 12а 1град 10минут
7. 50в 12,5а 4град 15минут
8. 50в 12,5а 8град ------- процесс затормозил ( предел температуры)
------------проверил качество: не слишком плохо, но все же светловато! Решил поменять электролит и доделать. Отлил 5литров теплого, добавил 5 л холодного. Температура стала 0 градусов.----------------------------
9. 50в 12,5а 0град 15минут
10. температура дошла до 8град: вынул трубу.
----------вынул трубу: оттенок дошел до кондиции. Качество отличное!-------- ( максимальный ток 12,5а, площадь трубы 5,67дм кв >>> 2,2 ампера на дм. Этой плотности тока абсолютно достаточно. (видимо, с запасом)
СЖЕГ ЕЩЕ ОДНУ ТРУБУ ОТ ЗЕЛИНКИ.
Была глючная анодированная труба: несколько язвочек на поверхности… Решил переделать анод. Снял старый КРОТОМ. Долго шкурил-шлифовал… Пришла пора анодировать. Внешняя поверхность вся была белая… кромки получились очень тонкими- 0,4- 0,5 мм боялся прогара.
1- стартовал по науке медленно и с малого тока… вроде все делал правильно, однако с одной стороны растворилась маленькая впадинка с торца: 2-3 мм торца трубы… причем еще на режиме 25 вольт, 2-3 ампера! Хотя действительно, очень медленно поднимал режим!
МОЙ ВЫВОД: все же думаю, что такие проблемные трубы надо ОБЯЗАТЕЛЬНО сначала анодировать по краям! Уверен, если бы так сделал, ничего бы не случилось!
9 февраля
СЖЕГ ТРУБУ ОТ буржуйки
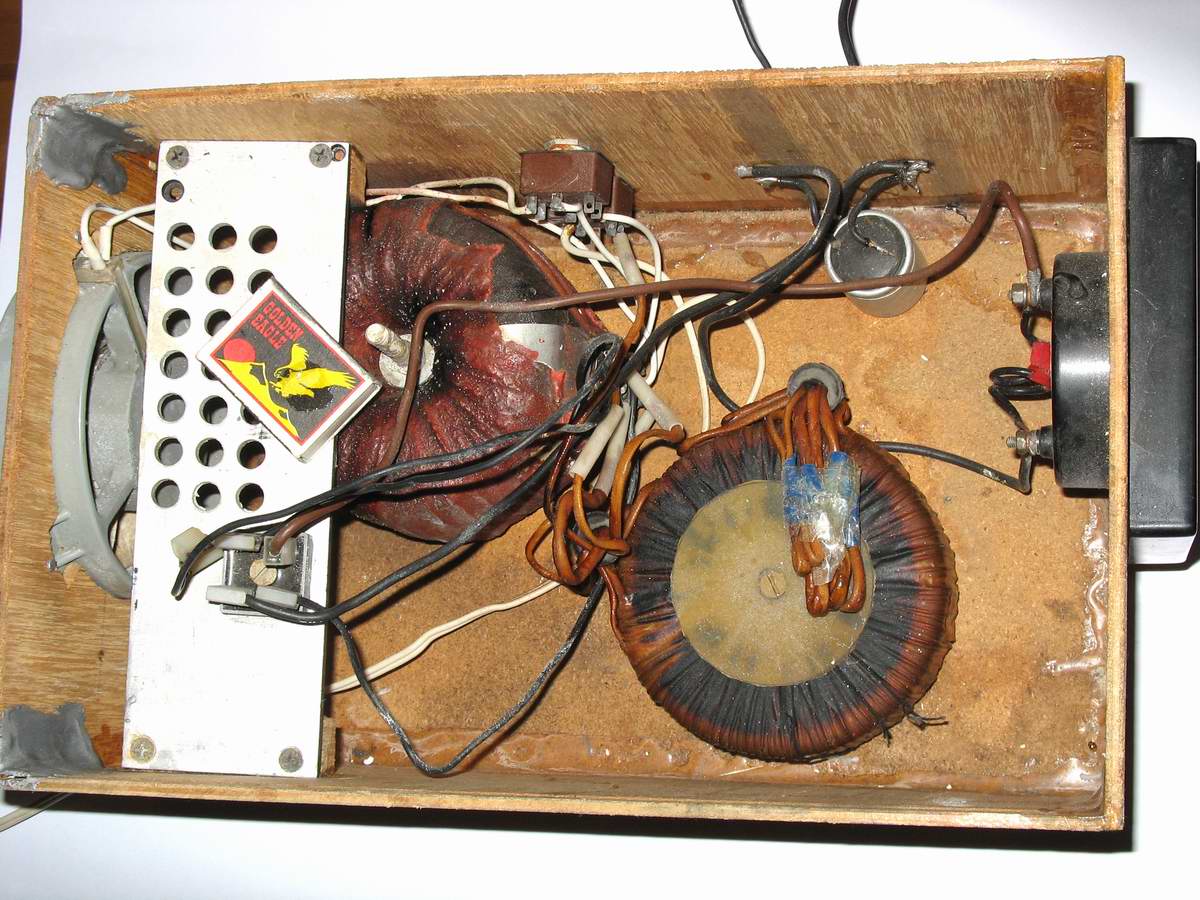
накануне умощнил блок питания еще одним тр-ром. просто параллельным...
стартовал медленно. вроде все делал правильно.... а пошел прогар! где то на 25 вольтах и 4 амперах...
вывод : ХЗ.... может режим более жесткий получился из за меньшего падения напряжения?
14 февраля.
Морозы упали. по утрам -12 градусов. Продолжение экспериментов.
цель- отработка процесса при не очень холодном электролите и повышенной (после апгрейда) мощности блока питания.
--------52 см труба буржуйки------------
1. 7-54 старт -12градусов 25 вольт 4 ампера (меньше не получается) ток сразу же начал падать до 1 ампера.
2. 8-00 поднял ток до 2 ампер
3. 8-10 еще поднял до 2 ампер ( а то было 1,5) температура -10
4. 8-22 ток 2,5 ампера температура -8,5 градусов ( напряжение под нагрузкой 25,6 вольта)
5. 8-40 температура поднялась до -7 градусов. ток 3,5 ампера. деталь на вид заметно помутнела- светлый слой растет.
6. !!!!!!!!!!!!!!!!!!!!! 8-50 температура -3 ТОК САМ ПОДНЯЛСЯ ДО 7 ампер. Пробоя нет. Режим все еще 25 вольт. ( напряжение 23 вольта)
7. 8-55 ток держался 7,5 ампер температура -2
8. 8-56 Поставил режим 50 вольт. Но ток поначалу 5 ампер. Труба окрашивается в правильный цвет, но неравномерно. (многие трубы так себя ведут!) Видны следы от шкурки, царапины- более анодированы. Напрашивается вывод- надо все же более тщательно, с применением щелочи и кислоты "натр-азотка" обрабатывать трубу перед процессом. Думаю, это даст более подготовленную поверхность.)
9. 9-03 0 градусов поставил 7 ампер .
БЛОК ПИТАНИЯ БЕЗ ВЕНТИЛЯТОРА НЕ ГРЕЕТСЯ!!!! (а раньше- грелся и вонял конкретно)
10. 9-15 +2,5 градуса 13 ампер. ( 35 вольт!)
11. 9-30 8 градусов 13,5 ампер.
-------слил электролит, залил новый, холодный (-8)
12. гонял в полном режиме (13 ампер) до 8 градусов электролита. ТРАНС ТАК И НЕ ГРЕЛСЯ!!!!
13. 10-20 снял трубу. качество изумительное!
15 февраля.
еще одна труба 52 см.
перед анодированием, протер трубу стиральным порошком Tide . С целью обезжирить и осветлить (?). После погружения в ванну, эффект мне понравился: со всей поверхности равномерно пошли правильные (!!!) микропузырьки. Так что, смысл в этом вроде есть.
кроме того, поставил на блок питания фильтрующий конденсатор 63в-4700мкф. Думаю, он тоже пригодится.
-----смотрел трубу через 10 минут. На режиме 2 ампера и -8 градусов >>> труба очень красиво "дымит". Мне нравится! Трудно сказать, в чем дело: или кондер, или порошок...
------смотрел еще: очень правильно растет слой! Мне нравится!
------относился не слишком "аккуратно" к поднятию режима. Тем не менее даже намеков на прогар не было. Когда поднялась температура до +6 градусов, слил ел-лит и залил новый. Хотя и так качество не самое плохое.Ну разве что светловата... Но решил довести до кондиции вторым "доанодированием".
---------домучил до отметки +5 градусов. КАЧЕСТВО- ЛУЧШАЯ ТРУБА СЕЗОНА.!!!!!!!!!!!!!
--------------------------------------------------------------------------------------------
ЕЩЕ НЕСКОЛЬКО ОПЫТОВ,
----после установки фильтрующего конденсатора перестали мучить пробои. Стал работать грубо, а пробоев- НЕТ!!!
---------------------------------------------------------------------
16 февраля
САМ СЕБЯ СГЛАЗИЛ!! СЖЕГ ТРУБУ!!!
Уж слшком нагло начал повышать напряжение и ток. Не выдержал достаточное время на 25 вольтах, переключился на 50 вольт. Ну и случился прогар трубы с одного конца. Причем, что интересно: диагностировать прогар по звуку нереально!!! Никакого стрекота нету!! ( понятное дело- БП то с фильтром...) Но пузырьки, как положено, поднимаются...
Начал лечить прогар- 25 вольт и малый ток.... Вылечил.
Кстати, на трубе образовалось несколько язвочек. причину не знаю. Может грязный електролит?
----------------------------------------------------------------------------------------------
17 февраля.
Цель:- отработка режима "средней" насыщенности слоя. труба 55 см. ( 36х1,5 )
1- залил 10 лиров ел-лита из морозилки. Старт- температура -10.
2- весьма долго и аккуратно держал на 25 вольтах. К концу первой заливки ( температура +8) цвет трубы был очень и очень светлый...
3- сделал вторую заливку. Долго держал на режиме 12 вольт.
4- проверил оттенок на температуре +4 градуса- все бы ничего, но трошки рябой получился 9 с пятнышками)
5- врубил 14 ампер, додержал до +8 градусов.
6- снял трубу. оттенок средней, вполне достаточной насыщенности. остался доволен!!!!!!!!!
Кстати, язвочек не появилось. Наоборот, очень чистая поверхность трубы... Возможно, причина в том что, я очень плавно наращивал режим?
---проанодировал успешно довольно много труб
---сделал новую ванну ( 1метр и 17 литров) И поставил рекорд!
========проанодировал трубу 750 мм. ток в финале был- 18 ампер. (2,1 а/ дм кв) =========
Экспериментировал по прогару: пришел к четкому выводу- перемешивание электролита, особенно переохлажденного, очень снижает вероятность прогара!!!!!!!
27 августа 2006 года.
Отрабатывал новую идею: небольшие резиновые шайбы (1,2 диаметра трубы), закрепленные по торцам трубы для уменьшения концентрации тока на кромке трубы- возможном месте растравливания. Шайбы плотно прижаты к торцу трубы.
труба 36х1,5 длина- 630мм. малая ванна (9литров). ход процесса следующий:
16-40. 25в 2а -15
16-52. 25в 3а -12
16-58. 25в 4а -10 ...ток поднялся сам- так всегда бывает на этой отметке
17-02. 25в 7,5а -10
17-07. 50в 8а -8
17-11. 50в 13а -7
17-15. 50в 15а -3
17-20. 50в 15а 0
17-32. 50в 15а +5. ........смена електролита. оттенок слабый, но вполне равномерный. ничего похожего на явления прогара не наблюдалось
17-40. запустил при 50в 14а -12 градусах.
17-58. снял при =3 градусах. Качеством доволен. все ОК.
ВЫВОД- очень хорошая защита от прогара!!! Применять всячески!
Проанодировал еще одну такую трубу. работал грубее, но все получилось без проблем. Хорошая метода!!!!
и еще несколько таких же труб с такой же защитой. Пожалуй, теперь я точно знаю, как защищать ресиверы от прогара.
Техника безопасности, или Как остаться живым.
Хотя я уже и упоминал возможные опасности для здоровья, присущие процессу анодирования, но думаю, все же стоит подать их и в "куче", для лучшего запоминания. Итак, приступим:
1 - Кислота - штука едкая, работать с ней надо осторожно и, очень желательно, в защитной одежде и очках.
2 - При разведении кислоты с водой нельзя лить воду в кислоту! Вода тут же вскипает, и разбрызгивает кислоту вокруг! Надо делать наоборот: тонкой струей лить кислоту в воду, при этом постоянно помешивая воду в емкости.
3 - При анодировании на аноде выделяется кислород, на катоде- водород. При смешивании они образуют взрывчатую смесь - "гремучий газ". Потому надо обеспечить ОЧЕНЬ хорошую вентиляцию. Иначе от одной искры все это взорвется вместе с Вами ! Самая правильная вентиляция- двойная: и всего помещения, и самой ванны с электролитом. Просто надо на ванну ставить колпак из оргстекла с принудительным отсосом воздуха. Маленьких вентиляторов сейчас- пруд пруди. Также безопасно работать на улице, или на открытом балконе- что я и делаю. Водород- легкий газ, и быстро улетает из ванны.
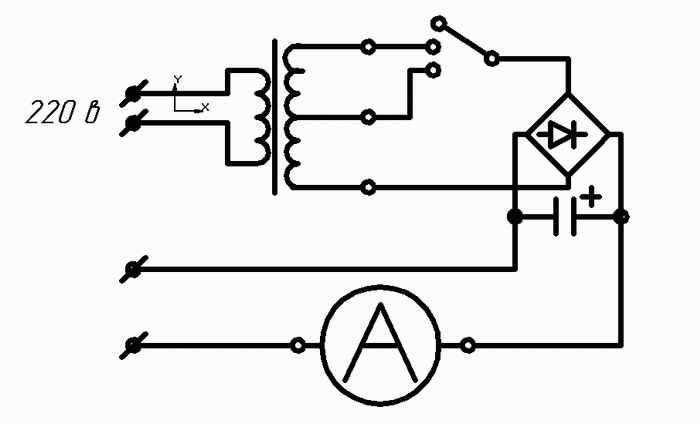
4 - Электробезопасность. При конструировании блока питания (БП) хорошо изолируйте от корпуса провода с 220 вольтами. А что до вторичной обмотки трансформатора- она должна выдавать не больше 50 вольт. 50 вольт- это уже болезненно, но еще не опасно. Хотя, по "взрослым" правилам электробезопасности "неопасный" предел- то ли 36 то ли 42 вольта. Так что не увлекайтесь.
Вот вроде и все.
 Главная
Главная